?
設(shè)為首頁?。?a href="#" onClick="javascript:window.external.AddFavorite('http://fcyyl.cn','泊頭市鴻達機械制造有限公司');">加入收藏
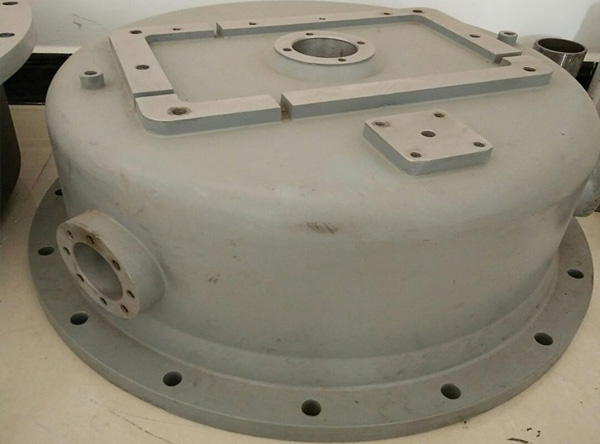
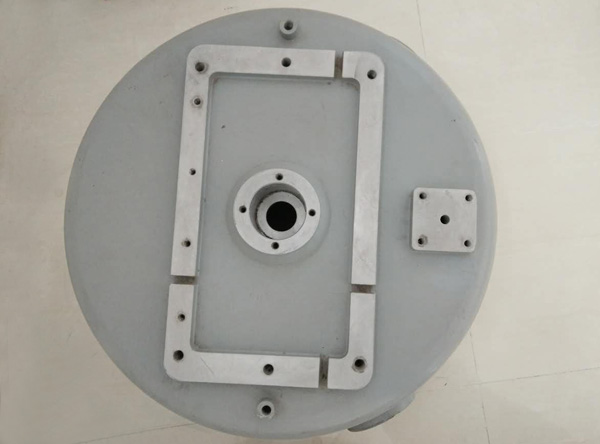
樹脂砂鑄鋁件的成本低、工藝性好,、重熔節(jié)省資源和能源,,應(yīng)用和發(fā)展不衰。鋁鑄件優(yōu)先采用砂型鑄造,,主要原因是砂型鑄造較之其它鑄造方法成本低,、生產(chǎn)工藝簡單、生產(chǎn)周期短,。樹脂砂鑄鋁件是以純鋁或鋁合金錠按標準的成份比例配制后,,經(jīng)過人工加熱將其變成鋁合金液體或熔融狀態(tài)后再通過的模具或相應(yīng)工藝將鋁液或熔融狀態(tài)的鋁合金澆注進型腔,經(jīng)冷卻形成所需要形狀鋁件的一種工藝方法,。常用的鑄鋁方法有:砂鑄,,壓鑄,低壓鑄造,,鑄造,,模,消失模鑄造等,。樹脂砂鑄鋁件有優(yōu)良的機械,、物理性能,它可以有各種不同的強度,、硬度,、韌性配合的綜合性能,還可兼具一種或多種性能,,如,、和低溫、等,。
樹脂砂鑄鋁件使用的精煉劑的除雜作用:
在鋁及鋁合金熔體中,,精煉劑能夠通過物理的、化學的或物理化學的相互作用,從熔體中除去金屬雜質(zhì),,氧化物及其它氧化物夾雜等,。精煉劑的除雜能力是由精煉劑對熔體中的氧化物夾雜的吸附、溶解作用以及精煉劑與熔體中雜質(zhì)之間的化學作用決定的,。精煉劑和夾雜物之間的界面張力越小,,精煉劑的吸附作用越好,除雜作用越強,。鋁熔體中有一部分金屬雜質(zhì)在熔煉過程中是很難除掉的,,這部分雜質(zhì)只能在原材料中嚴格限制,如硅,、鐵等雜質(zhì),,而另一部分金屬雜質(zhì),如鈣,、鋅等金屬,,它們都將對鋁合金的性能產(chǎn)生不良影響,這些雜質(zhì)應(yīng)設(shè)法在熔煉或鑄造之前除去,,傳統(tǒng)的方法是熔煉中在爐內(nèi)加入精煉劑進行處理,,故稱作為“精煉”。
樹脂砂鑄鋁件有優(yōu)良的機械,,物理性能,,它可以有各種不同的強度,硬度,,韌性配合的綜合性能,,還可兼具一種或多種性能,如,,和低溫,,等。樹脂砂鑄鋁件的重量和尺寸范圍都很寬,,重量輕的只有幾克,,重的可達到400噸,壁厚薄的只有0.5毫米,,厚可超過1米,,長度可由幾毫米到十幾米,可滿足不同工業(yè)部門的使用要求,。一般對鑄鋁件的外觀質(zhì)量,,可用比較樣塊來判斷鑄鋁件表面粗糙度,表面的細微裂紋可用著色法,,磁粉法檢查,。對鑄鋁件的內(nèi)部質(zhì)量,,可用音頻,,,渦流,,X射線和γ射線等方法來檢查和判斷。樹脂砂鑄鋁件質(zhì)量對機械產(chǎn)品的性能有很大影響,。例如,,各類泵的葉輪,殼體以及液壓件內(nèi)腔的尺寸,,型線的準確性和表面粗糙度,,直接影響泵和液壓系統(tǒng)的工作效率,,能量消耗和氣蝕的發(fā)展等,,內(nèi)燃機缸體,缸蓋,,缸套,,活塞環(huán),排氣管等鑄鋁件的強度和耐激冷激熱性,,直接影響發(fā)動機的工作壽命,。
樹脂砂鑄鋁件的澆鑄溫度
金屬型鑄造澆鑄時澆注溫度應(yīng)控制合適,澆注溫度太高則逐漸冷卻緩慢,,結(jié)晶粗大,,力學性能低易形成針孔,,、氣孔等缺陷,。澆鑄的溫度過低會導致澆不足、冷隔等缺陷,。因此澆鑄的溫度因根據(jù)鑄件的結(jié)構(gòu)及鑄造工藝特點選擇具體的溫度來控制鑄件的卻限度降到低,。對于鋁鑄件來說一般的別復(fù)雜且壁薄的鑄件澆鑄溫度可以稍微高一點,壁厚較大,,較復(fù)雜的鑄件溫度偏低,。在鑄造過程中應(yīng)適當調(diào)節(jié)澆鑄的溫度。由于鑄件特點的要求澆鑄的速度也不相同,。型芯材料運用砂芯時,,澆鑄的溫度可以控制的低一些。金屬型鑄造時合金澆鑄溫度要調(diào)整,,首先根據(jù)經(jīng)驗來確定試澆溫度,,觀察澆鑄效果。如不能達到鑄件要求的指標,,在考慮提高或降低鑄造溫度,。在鋁鑄件的鑄造過程中,,澆鑄的工藝直接影響鑄件的質(zhì)量素有,因而在鑄件的澆鑄工藝設(shè)計和模具設(shè)計時應(yīng)提前設(shè)置收縮率,,不斷修改金屬模具尺寸,。一般來說鋁鑄件從金屬模中取出的時間應(yīng)通過長期的經(jīng)驗來記錄得出,通過實驗來確定,。為了起模方便分型面一般選取在鑄件大的截面上,。鑄件的重要加工面應(yīng)和加工基準面盡量放在同一砂箱中,好放在下箱里,。盡量采用平直分型面,,以便生產(chǎn)操作。確定分型面要注意澆道引入位置,,盡可能合型和澆鑄的位置是一致的,。以免澆鑄時出現(xiàn)問題。鋁鑄件的澆注溫度重要,,在鑄造時澆鑄的冒口設(shè)計也重要,。因為內(nèi)澆道處的鑄型容易過熱,而導致鑄件的晶粒粗大,,或出現(xiàn)松動等鑄造缺陷,。在鑄造時一般采用縮小的圓柱形明冒口,這種冒口制造簡單,、排氣順暢,、合型澆鑄等特點。