?
設(shè)為首頁?。?a href="#" onClick="javascript:window.external.AddFavorite('http://fcyyl.cn','泊頭市鴻達(dá)機(jī)械制造有限公司');">加入收藏
低壓鑄鋁件鑄造輕合金由于具有密度小,、比,、等一系列優(yōu)良特性,將廣泛地應(yīng)用于航空,、航天,、汽車,、機(jī)械等各行業(yè),。特別是在汽車工業(yè)中,,為降低油耗提源利用率,用鋁、鎳合金鑄件代替鋼,、鐵鑄件是長期的發(fā)展趨勢,。其中著重解決、,、操作簡便的精煉技術(shù),,變質(zhì)技術(shù),晶粒細(xì)化技術(shù)及爐前檢測技術(shù),。為進(jìn)一步提高材料性能,、大限度發(fā)揮材料的潛能,可鋁合金材料,,特別是鋁基復(fù)合材料以滿足不同工況的性能要求,;加強(qiáng)簇合金熔煉工藝的研究,續(xù)合金壓鑄與擠壓鑄造工藝及相關(guān)技術(shù)的研究,;完善鐵合金熔煉設(shè)備及相關(guān)技術(shù)和工藝的研究。鑄造精度能夠生產(chǎn)出薄壁構(gòu)件,,這樣鑄鋁件就能達(dá)到接近成品狀,,從而簡化了生產(chǎn)工藝。而中國也出了新的鑄造技術(shù),,在CAM數(shù)值控制處理的基礎(chǔ)上采用于三維CAD鑄造技術(shù),,生產(chǎn)新的鑄造產(chǎn)品。
優(yōu)良的硬度和韌性有助于鑄件質(zhì)量,,從而增強(qiáng)汽車的各項(xiàng)功能,。而在過去這些與鑄件的尺寸與大小相比都不具有足夠的吸引力。我國的鑄造廠要將多的放在鑄件的內(nèi)部結(jié)構(gòu)上,。焊合是指壓鑄生產(chǎn)中,,鑄件與模具發(fā)生相互作用,起模時(shí),,鑄件的一部分保留在模具表面,,從而造成鑄件缺肉的一種鑄造缺陷。它是壓鑄生產(chǎn)中一個(gè)和棘手的問題,,壓鑄模和鑄鋁件焊合的形成和擴(kuò)展不僅降低鑄件的表面質(zhì)量和尺寸精度,,而且可以引起鑄件的報(bào)廢,甚至導(dǎo)致模具的早期失效,,同時(shí),,他還增加了模具的工時(shí)和工人的勞動(dòng)強(qiáng)度,降低了勞動(dòng)生產(chǎn)率,。近,,人們對(duì)焊合現(xiàn)象開始重視起來,并在實(shí)驗(yàn)室采用一些試驗(yàn)方法對(duì)這一現(xiàn)象進(jìn)行研究,,使人們對(duì)焊合現(xiàn)象有了的認(rèn)識(shí),。
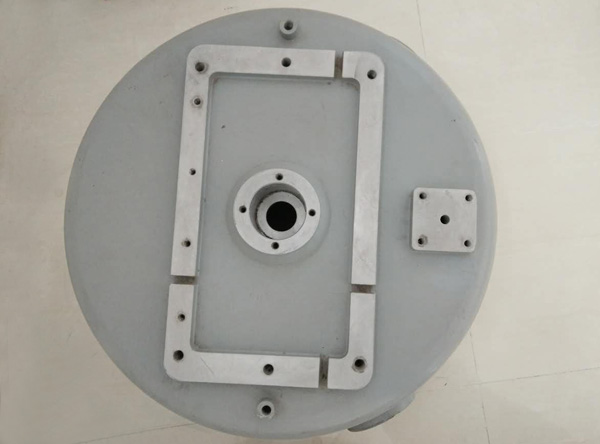
低壓鑄鋁件毛坯選擇的工藝性原則
低壓鑄鋁件的使用要求決定了毛坯形狀特點(diǎn),,各種不同的使用要求和形狀特點(diǎn),形成了相應(yīng)的毛坯成形工藝要求,。鑄鋁件零件的使用要求具體體現(xiàn)在對(duì)其形狀,、尺寸、加工精度,、表面粗糙度等外部質(zhì)量,,和對(duì)其化學(xué)成分、金屬組織,、力學(xué)性能,、物理性能和化學(xué)性能等內(nèi)部質(zhì)量的要求上。對(duì)于不同零件的使用要求,,考慮零件材料的工藝特性來確定采用何種毛坯成形方法,。例如,不能采用鍛壓成形的方法和避免采用焊接成形的方法來制造灰口鑄鐵零件,;避免采用鑄造成形方法制造流動(dòng)性較差的薄壁毛坯,;不能采用普通壓力鑄造的方法成形致密度要求較高或鑄后需熱處理的毛坯;不能采用錘上模鍛的方法鍛造銅合金等再結(jié)晶速度較低的材料,;不能用埋弧自動(dòng)焊焊接仰焊位置的焊縫,;不能采用電阻焊方法焊接銅合金構(gòu)件;不能采用電渣焊焊接薄壁構(gòu)件等等,。選擇毛坯成形方法的同時(shí),,也要兼顧后續(xù)機(jī)加工的可加工性。如對(duì)于切削加工余量較大的毛坯就不能采用普通壓力鑄造成形,,否則將暴露鑄件表皮下的孔洞,;對(duì)于需要切削加工的毛坯盡量避免采用高牌號(hào)珠光體球墨鑄鐵和簿壁灰口鑄鐵,否則難以切削加工,。一些結(jié)構(gòu)復(fù)雜,,難以采用單種成形方法成形的毛坯,既要考慮各種成形方案結(jié)合的可能性,,也需考慮些結(jié)合是否會(huì)影響機(jī)械加工的可加工性,。
低壓鑄鋁件廣泛應(yīng)用于有色金屬壓鑄件、澆鑄件,,鋁型材,、汽車零部件、機(jī)械制造業(yè),、五金,、泵閥行業(yè)的表面處理。主要集中于去產(chǎn)品表面氧化皮、邊緣表面毛刺,、表面粗糙化,、亞光郊果、平整,、除銹處理,。不銹鋼丸俗稱不銹鋼絲切丸,采用拉絲,、切割,、拋圓等工藝精制而成,外觀光亮無銹,,圓珠狀,。鑄銅件加工技術(shù)了發(fā)展,主要包括有:異型銅帶,、電解銅箔,、內(nèi)氧化質(zhì)點(diǎn)、多種金屬,、激光表面,、半固態(tài)成型、異型鑄造,、微粒子質(zhì)點(diǎn)控制等。
1,、異型銅帶:晶體管異型框架用型銅帶,,一般為含磷和銀的高強(qiáng)高導(dǎo)合金,斷面由厚邊和薄邊組成,,厚邊為1.27毫米,,薄邊為0.38毫米,帶寬68毫米,,長度大于200米,,生產(chǎn)方法叁種,,即孔型軋制,、銑屑,、高速鍛造生產(chǎn)異型斷面坯料,,然后經(jīng)軋制,,其技術(shù)關(guān)鍵是軋制時(shí),,厚邊與薄連延伸系數(shù)相等,否則異型帶板型不能滿足用戶需要,。
2、內(nèi)氧化彌散無氧銅:電真空器件要求無氧銅,,在930℃氫氣氣焊時(shí)不產(chǎn)生變形,使用合金化的方法很難實(shí)現(xiàn),,普遍使用氧化質(zhì)點(diǎn)彌散方法,,常用氧化質(zhì)點(diǎn)AL2O3,。
3,、大面積雜斷面異型鑄造技術(shù):為滿足鑄銅件,,特別巨型銅像的建造,需要鑄造大面積,、薄壁異型鑄銅件,鑄件面積可達(dá)6米平方,,壁板厚度6-10毫米,,使用一般砂型鑄造方法很困難的,近年業(yè)普遍采用和發(fā)展了樹脂砂造型,,熔模鑄造,在金屬液澆入砂型之后,,模型被燒蝕,為金屬熔所充滿,,具有工藝流程短,、鑄件表面光潔,、藝術(shù)形象的特點(diǎn),。
低壓鑄鋁件的連續(xù)鑄造工藝:
連續(xù)澆鑄可分為混合爐澆鑄和外鑄兩種方式,。均使用連續(xù)鑄造機(jī)?;旌蠣t澆鑄是將鋁液裝入混合爐后,由混合爐進(jìn)行澆鑄,,主要用于生產(chǎn)重熔用翻砂鑄鋁件和鑄造合金,。外鑄是由抬包直接向鑄造機(jī)澆鑄,,主要是在鑄造設(shè)備不能滿足生產(chǎn),或來料質(zhì)量太差不能直接入爐的情況下使用,。由于無外加熱源,所以要求抬包具有的溫度,,一般夏季在690~740℃,,冬季在700~760℃,,以鑄鋁件獲得較好的外觀,?;旌蠣t澆鑄,首先要經(jīng)過配料,,然后倒人混合爐中,攪拌均勻,,再加入熔劑進(jìn)行精煉。澆鑄合金錠澄清30min以上,,澄清后扒渣即可澆鑄,。澆鑄時(shí),,混合爐的爐眼對(duì)準(zhǔn)鑄造機(jī)的、第三個(gè)鑄模,,這樣可液流發(fā)生變化和換模時(shí)有的機(jī)動(dòng)性,。爐眼和鑄造機(jī)用流槽聯(lián)接,流槽短一些較好,,這樣可以減少鋁的氧化,避免造成渦旋和飛濺,,鑄造機(jī)停用48h以上時(shí),,重新啟動(dòng)前,要將鑄模預(yù)熱4h,。鋁液經(jīng)流槽流入鑄模中,,用鐵鏟將鋁液表面的氧化膜除去,,稱為扒渣,。流滿一模后,,將流槽移向下一個(gè)鑄模,,鑄造機(jī)是連續(xù)前進(jìn)的。鑄模依次前進(jìn),,鋁液逐漸冷卻,到達(dá)鑄造機(jī)中部時(shí)鋁液已經(jīng)凝固成翻砂鑄鋁件,,由打印機(jī)打上熔煉號(hào)。當(dāng)鑄鋁件到達(dá)鑄造機(jī)時(shí),,已經(jīng)凝固成鑄鋁件,此時(shí)鑄模翻轉(zhuǎn),,鑄鋁件脫模而出,,落在自動(dòng)接錠小車上,由堆垛機(jī)自動(dòng)堆垛,、打捆即成為成品鑄鋁件,。鑄造機(jī)由噴水冷卻,,但在鑄造機(jī)開動(dòng)轉(zhuǎn)滿一圈后方可給水。每噸鋁液大約消耗8-10t水,,夏季還需附吹風(fēng)進(jìn)行表面冷卻,。鑄錠屬于平模澆鑄,鋁液的凝固方向是自下而上的,,上部中間后凝固,,留下一條溝形縮陷。鑄鋁件各部位的凝固時(shí)間和條件不盡相同,,因而其化學(xué)成分也將各異,,但其整體上是符合標(biāo)準(zhǔn)的。